-
Home

-
Topics
- Brewhouse

Brewhouse
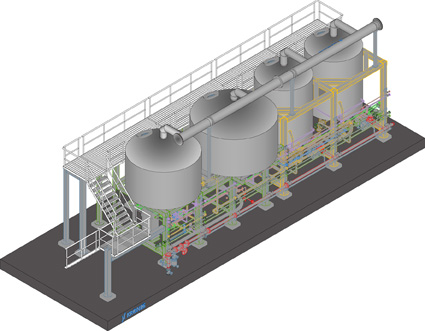
Compact-sized frame-based construction, plus standardised vessels for the mashing, lautering and wort-boiling processes, are the salient features of the latest innovation from Steinecker: the compactly dimensioned CombiCube B brewhouse for an annual production output of up to 150,000 hl.
Brewhouse
An increasing number of companies in the beverage industry is prepared to install innovative and environmentally compatible processes for disinfection. One of the main reasons is the bio beverage boom as bio beverages have to be produced under defined conditions. This change and this awareness in the industry open up numerous possibilities for the process of electrolysis. This process has been mentioned oftentimes and has been much discussed but it still raises questions. This article provides an overview of the various processes commercially available and the extent to which they differ.
Brewhouse
Liquid food intermediate and end products are subjected to high temperatures and pressures in many processes and production steps in the life science industry. These oftentimes include boil-off processes, all of which – either intentional or tolerated as a side effect – represent a thermodynamic separation process. These processes are of major significance in terms of influencing the content of desirable and, in particular, undesirable aroma substances. This two-part article provides an overview of the basics of aroma substances boil-off during wort preparation as an example of a food production process. The differences between the processes evaporation due to boiling and evaporation due to vaporisation are explained in addition. The process basics are then compared to and confirmed by a selection of results hitherto obtained.
Brewhouse
The experience of maintaining and repairing several hundred thousand fittings and kegs from diverse breweries and a number of different countries, that is, Belgium, Austria, Switzerland and Germany, provided the basis for this report. The data collected from keg maintenance and repair are described and evaluated in detail below.
Brewhouse
The authors are working worldwide with lauter tun plants from renowned breweries and
Brewhouse
The Mauritius Brewery, located in Zwickau, Germany recently purchased new palletizers for use in their bottling plant. The contract for the new palletizing system was awarded to the equipment manufacturer Beyer based in Rosswein in Saxony. The new, high performance palletizing technology is described in detail below.
Brewhouse
Using only thermodynamic substance property data, this article is meant to show, in a generally understandable fashion, the enormous savings potential associated with an overall evaporation rate reduction, disregarding brewery-specific efficiency losses in generation of heat from primary energy. Generalised simplified relationships are used to show the degree to which energy can be saved in every brewery as a function of annual output, by reducing overall evaporation per hectolitre of wort that does not have to be evaporated.
Brewhouse
Very often analysis results from samples taken during brewhouse inspections for subsequent testing, for monitoring wort quality and other brewhouse procedures or for calculating overall brewhouse yield (OBY) are inaccurate or false, simply because the samples were not collected or handled in the proper manner.
Brewhouse
“Our combination filling and packaging system is equipped to handle a variety of disposable and returnable containers such as returnable flip-top bottles, disposable bottles, cans and NRW-style bottles. This line assembles orders anywhere from 20 pallets to several hundred pallets in cooperation with the ordering and warehousing departments,” relates Uwe Daebel, production manager of the Paulaner Brewery in Munich as he describes the demands placed on the Krones line which was recently installed for Hacker-Pschorr and Paulaner products.
Brewhouse
These days, an exact determination of total evaporation during the wort handling process is becoming increasingly important. One method measures the extract
Brewhouse
The breweries Häberlen in Gaildorf and Franken Bräu in Riedbach now have new fillers from Vipoll d.o.o., based in Krzievci pri Ljutumeru, Slovenia.
Current issue

Most Read
BRAUWELT on tour
Current issue