-
Home

-
Topics
- Filtration

Filtration

When tradition meets modern brewing | Proper wort clarification is the first step towards stable, clear beer. A natural method for this is the use of carrageenan polysaccharides – biopolymers derived from red algae. When integrated into the final stages of the kettle boil or the whirlpool, these polysaccharides facilitate the efficient precipitation of haze-sensitive proteins and support both traditional and modern brewhouses by improving process efficiency, consistency and final beer quality.
Filtration

High-performance centrifuge | For several years, the Karlsberg Brewery has been pursuing ambitious goals in the area of environmental and resource protection. Measures for saving energy and optimising water consumption, for example, are a key component of the corporate strategy. In this context, the decision was also made to invest in a new, future-oriented separation technology.
Filtration
Pressure drop | Filtered beer should, above all, be clear, stable and, ideally, completely inconspicuous. It is therefore all the more surprising when flocs or hazes suddenly appear in the finished product. Microbiological causes or inadequate filtration are often the chief suspects – but it is not always that straightforward.
Filtration

Haze stability | Consumers apply high sensory standards to alcohol-free beer which is becoming increasingly popular. In order to obtain a typical beer taste, alcohol-free beers produced using different processes are usually blended, often jeopardising haze stability. The effect of adding polyvinylpolypyrrolidone on haze stability of the alcohol-free beer brewed in a specific brewery was tested.
Filtration

Filter aids | Filtration is an essential process step in the production of beer. It serves to separate unwanted solids from liquid to safeguard the microbiological and physical-chemical stability of the end product. Besides extending its shelf life, precise filtration also contributes to a beer’s sensory purity. Precoat filtration with diatomaceous earth in particular has established itself as a proven method here, as it enables a high filtration rate while ensuring gentle handling of the product.
Filtration

Various advantages | Eliminating the need for a cold maturation phase in beer production offers various advantages beyond energy savings. It can lead to shorter processing times and reduced tank residency, potentially resulting in cost and space savings. However, the benefits of skipping cold maturation should be carefully weighed against the advantages provided by traditional cold processing methods.
Filtration

Success story | Filtration is actually an unnecessary process step, since unfiltered beer tastes just as good as filtered beer. In 19th century brewing literature, filtration is not mentioned at all. However, this would change after Lorenz A. Enzinger invented the universal filter. This article offers a review of the history of filtration, in particular the development of the diatomaceous earth filter and its further development after the Second World War by Albert Moll in Switzerland.
Filtration

Fully automated | Brewery owner Jörg Gundel gets straight to the point: “Small breweries with just a few employees must automate when and wherever they can.” Jörg Gundel is the owner of Brauerei Gundel in Barthelmessaurach near Schwabach in the Nuremberg region of Bavaria, Germany. He brews around 2500 hectolitres of beer a year and with 13 different styles offers a broad product spectrum that also includes seasonal specialities.
Filtration

Experimental Analysis | Technical advances in reducing the amount of caustic being carried over from bath to bath in bottle washers has had a positive effect on energy consumption, as well as on chemical and freshwater usage. As the result of several different measures, the carry-over between baths has been reduced from 50 ml/bottle to approximately 12 ml/bottle today. In the past, the primary caustic bath(s) were topped up with water, but now the caustic concentration is maintained through the gradual addition of a caustic solution.
Filtration

Microbiological stability | Microfiltration using membrane filter cartridges is a method of protecting beer against microbial spoilage by reducing yeast and bacteria, achieving the desired microbiological stability of the finished product [1]. In this article, the authors introduce microfiltration, outline the theoretical background, and confirm the safety of final filtration as replacement for pasteurization.
Filtration
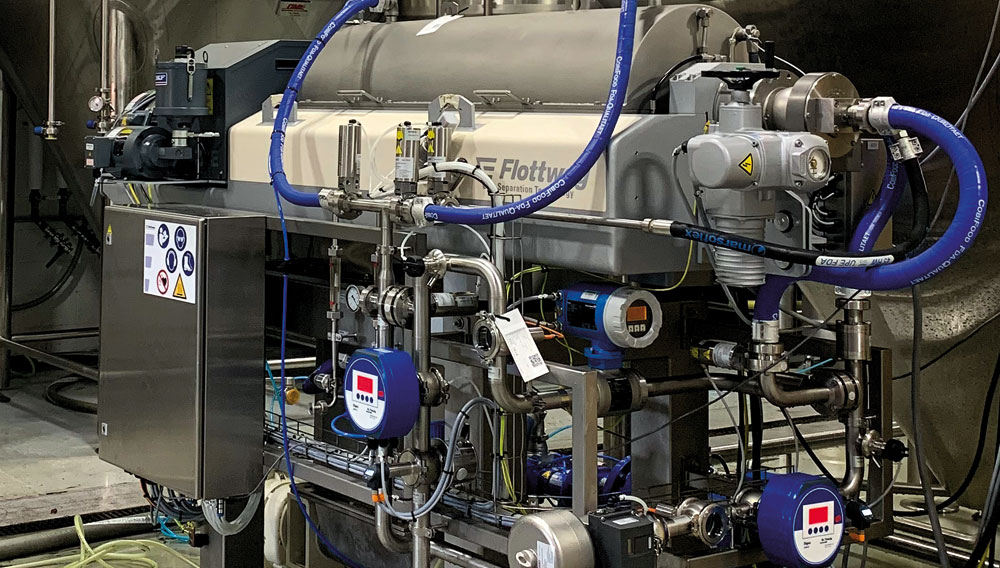
New technology | Product losses in the brewing process can be minimized, and breweries are keenly interested in reducing these losses not only to conserve resources but also to save money. This article will explore three process steps where considerable losses are incurred in the brewery, on both the hot and cold sides of production. The options for achieving a more effective process design through the use of decanter centrifuges will also be discussed.
Current issue

Most Read
BRAUWELT on tour
Current issue
Most Read
BRAUWELT on tour
-
Hopsteiner
Hopsteiner breeding program: cutting-edge Technology for yield, resilience, and brewing quality
-
Hopsteiner
Hopsteiner reinforces its sales and marketing teams
-
Hopsteiner
Global acreage, crop and yields
-
Hopsteiner
Global crop estimate 2025
-
Hopsteiner
LLZ™ – hop oil with a pronounced citrus note