
Tank für Überschusshefe versagt – mit katastrophalen Folgen
Ein großer Tank für Überschusshefe flog in die Luft und nur noch die Bodenplatte und der Tankinhalt blieben zurück. Obwohl der Tank nicht für Überdruck ausgelegt war, wurde er auf „sehr geringem Überdruck“ gehalten, um störende Schaumentwicklung zu verhindern. Der Brauerei waren die Gefahren durch Druckluft nicht bekannt. Der in diesem Artikel beschriebene Unfall soll aufzeigen, dass Vorsicht geboten ist, wenn ein ursprünglich für atmosphärischen Druck ausgelegter Tank auf Betrieb mit leichtem Überdruck abgeändert wird.
In auf „geringen Überdruck“ ausgelegten Systemen kann viel Energie gespeichert sein, die eine Gefährdung darstellen kann. Es ist daher unablässig, dass derartige Systeme ordnungsgemäß betrieben werden. Nach dem Unfall wurde festgestellt, dass der Tank mit keinerlei Schutz gegen Überdruck ausgestattet war. Das war sicherlich schon seit vielen Jahren der Fall. Die letzte Sicherheitsbarriere, eine Berstscheibe, war falsch herum eingebaut und daher nutzlos [1].
System für Überschusshefe
Während der Biergärung verdreifacht bis versechsfacht sich die Hefezellmasse. Die meiste Hefe sammelt sich als „Überschusshefe“ an. Wenn sich die Hefe gemeinsam mit anderen unlöslichen Partikeln nach der Gärung abgesetzt hat, werden die Tanksedimente als Abfallstrommasse abgezogen. Überschusshefe vom Boden der Gärtanks oder in die Jahre gekommener Tanks kann 10 bis 14 Prozent Gesamtfeststoffe erhalten und ist daher häufig relativ dickflüssig. Hefe ist eine ausgezeichnete Proteinquelle für Schweine, denn sie enthält angemessene Mengen der meisten essentiellen Aminosäuren. Überschusshefe kann in Schweinefutter verwendet werden, entweder als wärmegetrockneter Hefeschlamm oder nach Verarbeitung des Schlamms als Hefetabletten. Wärmebehandelter Hefeschlamm besitzt eine Reihe an ausgewiesenen Vorteilen. Da er Alkohol enthält, zeigen die Schweine Anzeichen eines Rauschzustands. Angeblich werden die Tiere gefügiger und weniger aufmüpfig, was in gut geführten Schweinezuchtbetrieben dazu beitragen kann, dass sie Stress abbauen [2].
Überschusshefe ist eine biologisch aktive Substanz und ebenfalls ein ausgezeichnetes Substrat für unerwünschte Mikroorganismen. Gelegentlich auftretende, störende Schaumentwicklung ist ein Grund zur Sorge. Daher werden Tanks häufig entleert und auf leichtem Überdruck gehalten, um Schaumentwicklung zu verhindern.
In einer dänischen Brauerei wurde Überschusshefe erst in einen 10 m3 großen Innen-Hefesammeltank eingeleitet und dann an einen 90 m3 großen Außenlagertank übergeben. Abbildung 1 zeigt schematisch den Weg der Überschusshefe.
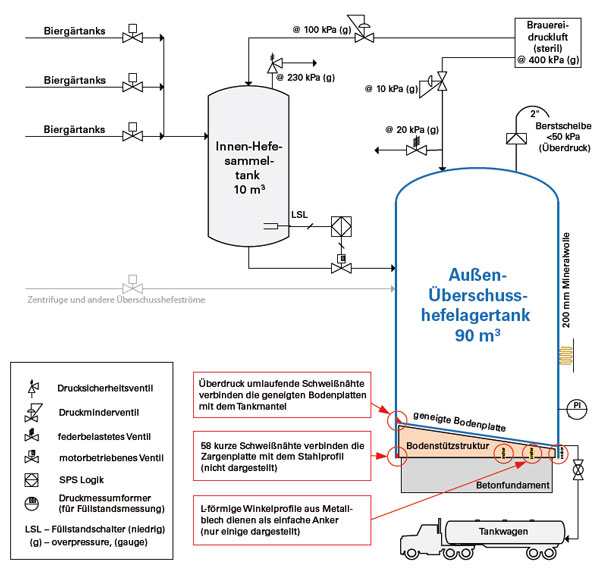
Der Innen-Sammeltank ist mit dem Steril-Druckluftsystem der Brauerei verbunden und wird auf einem Druck von 100 kPa (Überdruck) gehalten. Wenn ein Maschinenbediener eine Übergabe durchführen möchte, öffnet sich automatisch ein Ablassventil im Boden und der Schlamm wird in den Außen-Hefelagertank eingeblasen. Das Ablassventil im Boden schließt sich automatisch, sobald ein Füllstandschalter (Stimmgabel, Schwingschalter) anzeigt, dass der Innen-Sammelbehälter leer ist.
Obwohl der Lagertank für Überschusshefe mit einem Volumen von 90 m3 ursprünglich nicht für Überdruck ausgelegt war, wurde er modifiziert, um mit einem geringen Überdruck von 10 kPa (Überdruck) zur Unterdrückung störender Schaumbildung betrieben werden zu können. Ein federbelastetes Druckventil wurde auf 20 kPa (Überdruck) eingestellt, damit der Tank atmen kann, wenn die einfließende Flüssigkeit das Dampfvolumen im Kopfraum zu stark reduzierte. Eine Berstscheibe mit einem Nennberstdruck von ca. 45 kPa (Überdruck) sorgte für zusätzlichen Schutz gegen Überdruck.
Die europäische Druckgeräterichtlinie (PED) [3] gilt für die Bewertung der Konstruktion, Herstellung und Konformität von Druckgeräten und Baugruppen mit einem maximal zulässigen Druck von mehr als 50 kPa. In der Industrie ist es gängige Praxis, eine Berstscheibe für einen Nenndruck von weniger als 50 kPa einzubauen, damit Geräte nicht unter die Richtlinie fallen und daher nicht den verschärften Anforderungen für förmliche Dokumentation und regelmäßige Überprüfungen unterliegen.
Es hat den Anschein, als wäre die Berstscheibe am Tank für Überschusshefe nur zur Einhaltung des willkürlichen Grenzwerts von 50 kPa (Überdruck) der europäischen Druckgeräterichtlinie eingebaut worden.
Was geschah? – Zeugenaussage
Zwei bei einem externen Unternehmen beschäftigte Kältetechniker trafen vor Ort ein, um ein großes Ammoniak-Kühlsystem auf dem Dach eines Gebäudes zu warten. Sie parkten ihren Lieferwagen neben einem Außentank für Überschusshefe, betraten das Gebäude und stiegen die Treppe zum Dach hoch.
Als sie auf dem Dach ankamen, hörten sie plötzlich ein dumpfes „Puff“-Geräusch. Sie drehten sich um und sahen, wie der Lagertank senkrecht in die Luft stieg. Der Tankboden stieg eindeutig übers Dach des großen grünen Nachbargebäudes und fiel wieder auf den Boden zurück. Daher muss der Tankdom eine Höhe von mindestens ca. 30 Meter erreicht haben.
Die Kältetechniker hasteten zurück und sahen, dass der Tank auf ihrem Lieferwagen gelandet war und ihn unter sich begraben hatte. Wären sie nur einige Minuten später angekommen, wären sie unter Umständen noch im Lieferwagen gewesen (Abb. 2).

Gasdurchbruch und Tankversagen
Berechnungen zufolge betrug der innere, für das Tankversagen verantwortliche Überdruck nur ca. 60 kPa (Überdruck).
Höchstwahrscheinlich ist der Überdruck auf Druckluft zurückzuführen, die bei 100 kPa (Überdruck) vom Innen-Hefesammeltank einfließt. Der untere Schwimmerschalter (Stimmgabel) könnte, da er mit viskoser und klebriger Überschusshefe bedeckt war, den niedrigen Füllstand nicht erkannt haben, sodass das untere Auslassventil offen blieb. Eine andere Möglichkeit wäre, dass ein Maschinenbediener den Übergabemodus auf Handbetätigung eingestellt hatte, um eine vollständige Entleerung des Tanks durchzuführen, und dann vergessen hatte, rechtzeitig das untere Auslassventil zu schließen.
Der wahrscheinliche Versagensmechanismus bestand darin, dass der auf den Tankdom wirkende Gehäuseinnendruck auf den Tankmantel einwirkende Auftriebskräfte erzeugte. Diese übten eine Dehnkraft auf die Schweißnähte am Tankboden aus, wo die Standzarge des Tanks zu einem umlaufenden Stahlprofil zusammengeschweißt war. Als Folge versagten die Schweißnähte am Boden. Die Bodenplatte des Tanks, die geringe Torsionssteifigkeit aufwies, wölbte sich auf. Die Folgen waren katastrophal – die umlaufende Schweißnaht platzte auf und die Rohranschlüsse wurden unmittelbar danach aus dem Tank herausgezogen. Der Tank flog in die Luft und der Inhalt spritzte in alle Richtungen.
Versagen von Überdruckschutzvorrichtungen
Nach dem Unfall wurde festgestellt, dass der Lagertank keinerlei Schutz gegen Überdruck hatte. Und dies wahrscheinlich schon seit vielen Jahren.
Untersuchungen zeigten, dass das federbelastete Druckventil auf dem Tank sich gemäß den Vorgaben bei 20 kPa öffnete. Es handelte sich aber dabei um ein Gerät mit kleiner Bohrung (8,5 mm Durchmesser) und begrenzter Durchflussleistung, das nicht in der Lage war, Gasdurchschläge zu beherrschen.
Die Berstscheibe (Berstdruck weniger als 50 kPa) blieb intakt. Eigentlich hätte sie angemessenen Schutz verliehen, aber sie war umgekehrt montiert und daher funktionsunfähig und wirkungslos.
Berstscheiben
Eine Berstscheibe ist eine Metallmembran, die bei einem festgelegten Differenzdruck reißt. Das Gerät besteht üblicherweise aus Bauelementen mit einer kuppelförmigen Scheibe und zwei speziellen Einlegehaltern, die genau an den Bolzenlochkreis der Rohrleitungsstandardflansche angepasst sind. Die Scheibe wird zwischen den beiden Haltern montiert. Ein Typenschild mit Gerätedaten und Durchflussrichtung (Pfeil) ist an der Scheibe befestigt und ragt aus der Halterung heraus, damit man es lesen kann. Der Solldruck ist ebenfalls auf dem Typenschild angegeben.
Zwei Berstscheiben-Ausführungen werden üblicherweise verwendet:
- die nach vorne gewölbte Berstscheibe ist so zu montieren, dass sich die unter höherem Druck stehende Flüssigkeit im Inneren der Wölbung befindet. Infolge von Zugkräften bricht sie dann;
- die Umkehrberstscheibe ist so zu montieren, dass sich die unter höherem Druck stehende Flüssigkeit außerhalb der Wölbung befindet, die sich infolge von Druckkräften ausbeult und mit einem „Klick-Geräusch“ bricht.
Da die Zugfestigkeit des für die Membran verwendeten Metalls relativ hoch ist, müssen nach vorne gewölbte Berstscheiben für niedrige Drücke aus dünnen Folien hergestellt werden, um während der Montage oder Handhabung mechanische Schäden zu vermeiden. Für Umkehrberstscheiben ist die Materialeigenschaft, die den Beuldruck diktiert, das Elastizitätsmodul und nicht die Zugfestigkeit. Eine Ausbeulung erfolgt bei einer wesentlich geringeren Stressbelastung als ein Bruch unter Zugspannung. Umkehrberstscheiben bestehen daher aus dickerem Metall als nach vorne gewölbte Berstscheiben. Umkehrberstscheiben sind häufig für Niedrigdruckanwendungen die beste Wahl [4].

Da sich Berstscheiben bei wesentlich niedrigeren Spannungen wölben als ein Bruch unter Zugspannung eintritt, ist eine richtige Montage unablässig. Wenn sie verkehrt herum eingebaut werden, ist der Berstdruck wesentlich höher.
Fazit
Nach dem Unfall war die Brauerei vollkommen frappiert und glaubte, dass ein unmögliches Ereignis eingetreten sei. Dieses deutet darauf hin, dass der eigentliche Grund für dieses Ereignis im Unternehmen selbst zu suchen ist. Die Gefahren durch Druckluft und die Energiemenge, die bei relativ niedrigen Drücken freigelassen werden kann, wurden grundsätzlich und vollkommen unterschätzt. Dies ist die wichtigste Lehre, die sich aus diesem Unfall ziehen lässt.
Der Einbau der Berstscheibe verkehrt herum, eine Unachtsamkeit eines Rohrschlossers, machte das Gerät nutzlos. Das Typenschild einer Berstscheibe zeigt die Flussrichtung an und ermöglicht eine einfache Sichtprüfung der korrekten Montage ohne Produktionsunterbrechung. Derartige Prüfungen sollten in Sicherheitsaudits eingeschlossen sein. Die Berstscheibe wurde wohl nur eingebaut, damit der Tank nicht unter die Definition eines Druckbehälters gemäß der Europäischen Druckbehälterrichtlinie fiel. Die Richtlinie definiert willkürlich einen Behälter als Druckbehälter mit Betriebsdruck von bzw. über 50 kPa (Überdruck). Hätte der Tank bei einem geringfügig niedrigeren Druck als 50 kPa (Überdruck) versagt, wären die Folgen immer noch drastisch gewesen. Der Berstdruck der Berstscheibe am Tank für Überschusshefe hätte niedriger angesetzt werden und so die Gefahren erheblich gesenkt werden können (natürlich vorausgesetzt, dass sie richtig eingebaut gewesen wäre).
Diese Erkenntnisse sind für viele Industriebereiche und nicht nur für die Brau- und Getränkeindustrie wichtig. Hoffentlich trägt dieser Artikel dazu bei, die Systemen, die bei „leichtem Überdruck“ betrieben werden, anhaftenden Gefahren im Allgemeinen und insbesondere bei Druckluftsystemen in Betrieben besser zu verstehen.
Danksagungen
Die dänische Brauerei hat den Autoren umfangreiche Informationen zur Verfügung gestellt, allerdings verbunden mit der Bedingung, namentlich nicht genannt zu werden. Die Autoren sind der Ansicht, dass Ereignisse wie dieses, von denen man viel lernen kann, nur selten einem breiteren Publikum kommuniziert werden. Wir danken der Brauerei, uns Zugang zu Informationen gegeben zu haben, ohne die dieser Artikel nicht hätte geschrieben werden können.
Die Arbeiten, auf denen dieser Artikel basiert, wurden pro bono durchgeführt und erhielten keinerlei Fördermittel. Die vertretenen Meinungen sind die der Autoren und nicht die ihrer Arbeitgeber oder vertretenen Organisationen.
Literatur
1. Hedlund, F. H.; Selig, R. S.; Kragh, E. K.: „Large Steel Tank Fails and Rockets to Height of 30 meters – Rupture Disc Installed Incorrectly”, Safety and Health at Work, 2016, http://dx.doi.org/10.1016/j.shaw.2015.11.004.
2. Huige, N. J.: „Brewery By-Products and Effluents”. In: Priest and Stewart (Hrsg.), Handbook of brewing. 2nd ed., Taylor & Francis, 2006, S. 682.
3. „The Pressure Equipment Directive (PED)”, Directive 97/23/EC of the European Parliament and of the Council of 29 May 1997. Official Journal of the European Union 1997L0023.
4. Smith, P; Zappe, R. W.: „Valve Selection Handbook – Engineering Fundamentals for Selecting the Right Valve Design for Every Industrial Flow Application”, 5th. ed. Gulf, 2004, S. 227-267.
Schlagworte
Autoren
Frank Huess Hedlund, Robert Simon Selig
Quelle
BRAUWELT 8-9, 2017, S. 229-232

